



Introdução à moldagem por sopro PETG
O que é PETG?
PETG (Polietileno Tereftalato Glicol) é um tipo de poliéster termoplástico, conhecido por sua excelente clareza, ...
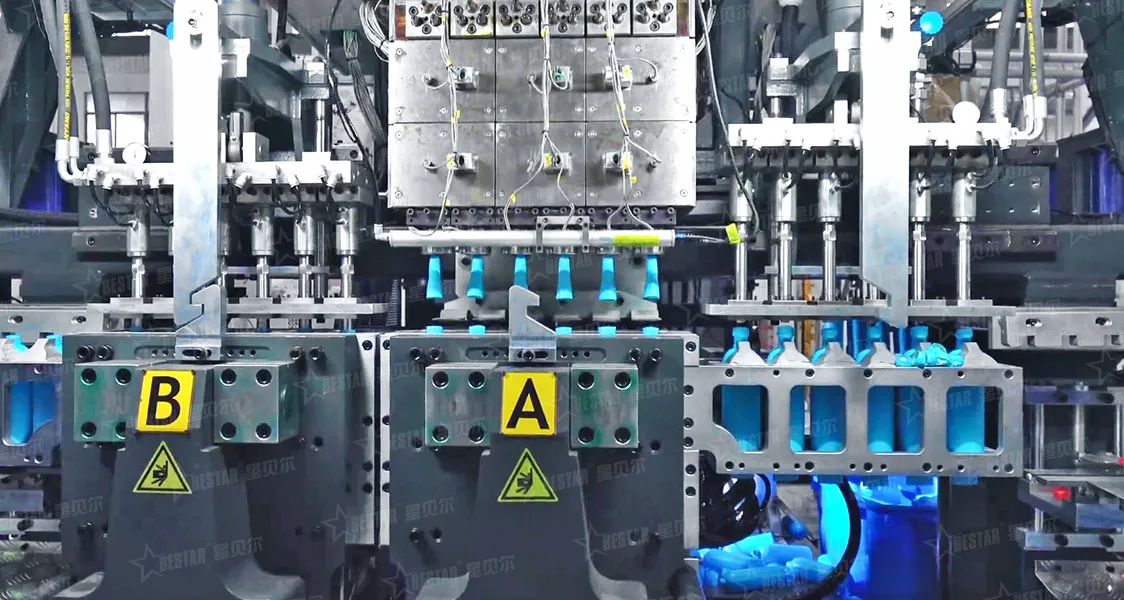
A moldagem por extrusão e sopro é um processo de fabricação amplamente utilizado para a criação de peças plásticas ocas. A máquina de moldagem por sopro comum para a produção de recipientes como garrafas, galões, tambores e componentes automotivos como tanques de combustível e dutos.
Plastificação e Extrusão da Parison:
1. Matéria-prima: A resina plástica (normalmente na forma de pellets ou grânulos) é alimentada de um funil para uma extrusora.
2. Extrusora: A extrusora consiste em um cilindro aquecido com um parafuso giratório em seu interior. À medida que o parafuso gira, ele transporta o plástico para frente, derrete-o por meio de cisalhamento e aquecimento externo e homogeneiza o plástico fundido (derretido).
3. Cabeça de rosca: O plástico fundido é então forçado através de uma cabeça de rosca, que o transforma em um tubo oco chamado parison. A cabeça de roscar pode ser projetada para controlar a espessura da parede do parison (programação do parison) para garantir uma espessura de parede mais uniforme no produto final, especialmente para formatos complexos.
Fixação Parison:
1. O parison é extrudado para baixo, pendurado verticalmente (nas configurações mais comuns).
2. Um molde de duas partes (com uma cavidade no formato do produto desejado) fecha-se ao redor da forma preliminar, prendendo uma extremidade (geralmente a parte inferior) e selando-a. A parte superior do parison permanece aberta e conectada à cabeça de roscar ou é segurada pelo molde.
Sopro e inflação:
1. Um pino de sopro (ou agulha) é inserido na extremidade aberta do parison (geralmente através da cabeça da matriz ou de uma abertura separada no molde).
2. O ar comprimido é injetado através do pino de sopro, inflando a forma preliminar derretida e macia.
3. A pressão do ar força o plástico a se expandir e assumir a forma da cavidade do molde.
Resfriamento:
1. O plástico, agora pressionado contra as paredes relativamente frias do molde, começa a esfriar e a solidificar.
2. Os moldes são normalmente equipados com canais de resfriamento através dos quais circula um líquido refrigerante (como água) para acelerar esse processo.
3. O tempo de resfriamento suficiente é crucial para garantir que a peça mantenha sua forma quando ejetada.
Abertura e ejeção do molde:
1. Assim que a peça esfriar o suficiente e solidificar, o molde se abre.
2. A peça oca acabada é ejetada do molde, geralmente com a ajuda de pinos ejetores ou jatos de ar.
Corte (rebarbação):
1. O processo normalmente deixa excesso de material, conhecido como rebarba, onde as metades do molde comprimem a forma preliminar (parte superior e inferior, e às vezes ao redor das alças).
2. Este flash precisa ser cortado. O corte pode ser feito manualmente, semiautomaticamente ou totalmente automaticamente como parte da linha de produção. O flash aparado é frequentemente reafiado e reciclado de volta ao processo.
